Komponen tuangan emparan secara konsisten memberikan sifat mekanikal yang unggul, struktur mikro yang lebih padat, dan hayat perkhidmatan yang lebih lama berbanding bahagian yang dihasilkan oleh kaedah tuangan statik. Dengan menggunakan daya putaran terkawal untuk mengagihkan logam cair pada dinding acuan, proses tuangan emparan menghapuskan keliangan, pengecutan, dan kecacatan kemasukan yang melanda tuangan pasir dan graviti konvensional. Daripada paip tekanan dan pelapik silinder kepada gelang aeroangkasa dan peralatan proses kimia, bahagian tuangan emparan adalah penanda aras untuk integriti struktur dalam aplikasi yang menuntut. Panduan ini menerangkan dengan tepat cara proses itu berfungsi, di mana ia cemerlang, dan cara menentukan sama ada ia adalah kaedah pembuatan yang betul untuk komponen anda.
Apakah Maksud "Centrifugal Cast"?
A tuang secara emparan bahagian adalah satu yang dihasilkan dengan menuang logam cair ke dalam acuan yang berputar dengan pantas, di mana daya emparan — bukan graviti — memacu logam ke luar untuk membentuk bentuk yang padat dan seragam terhadap dinding acuan. Istilah ini membezakan kelas komponen ini daripada yang dihasilkan melalui kaedah tuangan statik seperti tuangan pasir, tuangan pelaburan, atau tuangan die graviti, di mana logam mengisi rongga pegun.
Kelajuan putaran acuan semasa tuangan dikawal dengan tepat dan biasanya menghasilkan daya emparan sebanyak 75 hingga 150 kali daya graviti (75–150 G) . Daya melampau ini memampatkan logam pemejal, menolak kekotoran yang lebih ringan — sanga, oksida, gelembung gas — ke arah lubang dalam di mana ia boleh dimesin jauh, dan menghasilkan struktur butiran yang lebih halus dan lebih sejajar daripada apa yang boleh dicapai oleh tuangan statik.
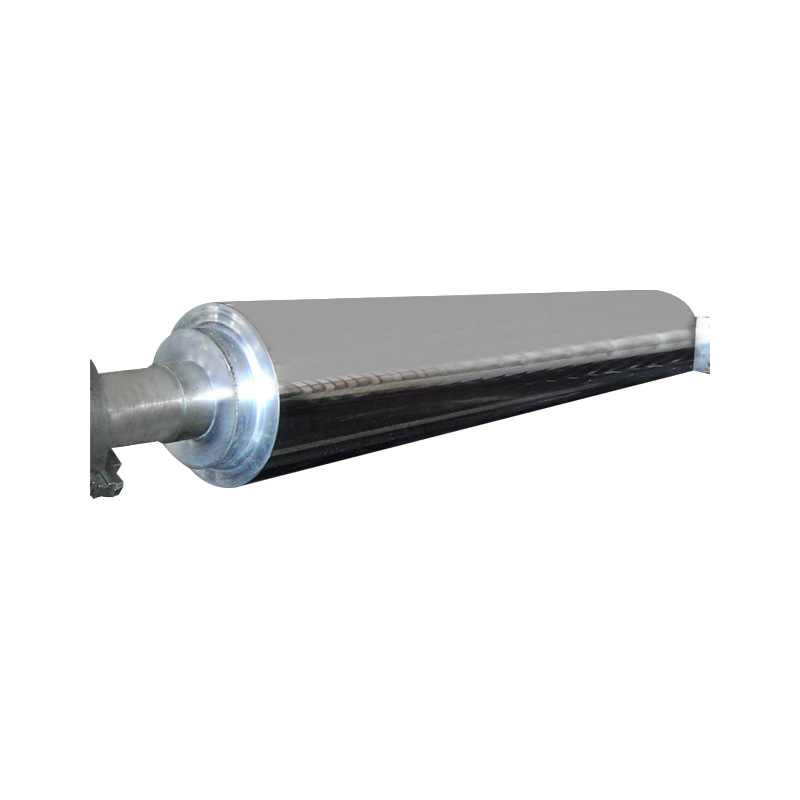
Proses ini paling biasa digunakan pada geometri silinder atau tiub - paip, cincin, lengan, pelapik dan sesendal - walaupun varian berbentuk proses boleh menghasilkan bentuk asimetri yang lebih kompleks.
Bagaimana Proses Tuangan Empar Berfungsi Langkah demi Langkah
Proses tuangan emparan mengikut aliran kerja yang disusun dengan tepat di mana penyediaan acuan, kadar tuang, kelajuan putaran, dan kadar penyejukan semuanya dikawal dengan teliti untuk menghasilkan bahagian bebas kecacatan. Berikut ialah cara kitaran tuangan emparan mendatar standard berjalan:
- Langkah 1 - Penyediaan acuan: Acuan keluli atau grafit kekal dibersihkan, dipanaskan hingga 150–300°C, dan disalut dengan pencuci tahan api untuk mengelakkan lekatan logam dan mengawal kadar pengekstrakan haba.
- Langkah 2 — Putaran acuan: Acuan dipercepatkan kepada kelajuan putaran sasaran, biasanya 300–3,000 RPM bergantung pada diameter acuan dan ketumpatan aloi, sebelum penuangan bermula.
- Langkah 3 - Tuangkan logam: Logam cair dimasukkan melalui muncung atau palung tuang pada kadar aliran terkawal semasa acuan berputar. Logam itu segera dilontar ke luar terhadap dinding acuan oleh daya emparan.
- Langkah 4 - Pemejalan: Logam itu mengeras dari luar ke dalam, dengan dinding luar yang padat membeku terlebih dahulu terhadap acuan sejuk. Kekotoran yang lebih ringan diasingkan ke dalam ke arah lubang dan pepejal terakhir.
- Langkah 5 - Pengekstrakan dan pemeriksaan: Setelah pepejal, tuangan diekstrak, dibiarkan sejuk, dan tertakluk kepada pemeriksaan dimensi, ujian ultrasonik, dan pemeriksaan permukaan sebelum pemesinan.
- Langkah 6 — Pemesinan: Lubang dalam — yang mengandungi lapisan kekotoran yang diasingkan — dimesin, meninggalkan hanya struktur logam luar yang bersih dan padat. Ini adalah kelebihan kualiti utama: kecacatan dikeluarkan secara sistematik, bukan disembunyikan.
Tiga Jenis Tuangan Emparan: Benar, Separuh dan Empar
Tidak semua bahagian tuangan emparan menggunakan varian proses yang sama — tiga jenis utama berbeza dalam orientasi acuan, keupayaan geometri dan tahap daya emparan membentuk bahagian akhir.
1. Tuangan Emparan Sejati
Paksi acuan diselaraskan dengan paksi tuangan. Permukaan dalam bahagian itu terbentuk sepenuhnya oleh daya emparan — tiada teras digunakan. Ini adalah proses yang digunakan untuk menghasilkan paip, silinder, gelang dan tiub . Acuan mungkin berorientasikan secara mendatar (untuk silinder panjang) atau menegak (untuk cincin pendek dengan diameter besar). Varian ini memberikan ketumpatan maksimum dan faedah mikrostruktur bagi ketiga-tiga kaedah.
2. Tuangan Semi-Empar
Acuan berputar pada paksi menegak, tetapi teras pusat digunakan untuk membentuk geometri dalam. Suplemen daya empar — bukannya menentukan semata-mata — pengedaran logam. Kaedah ini digunakan untuk kosong gear, roda, takal, dan komponen bebibir di mana pusat pepejal diperlukan. Proses ini memberikan ketumpatan yang lebih baik berbanding tuangan statik tetapi kurang daripada tuangan emparan sebenar.
3. Pengemparan (Tuangan Tekanan)
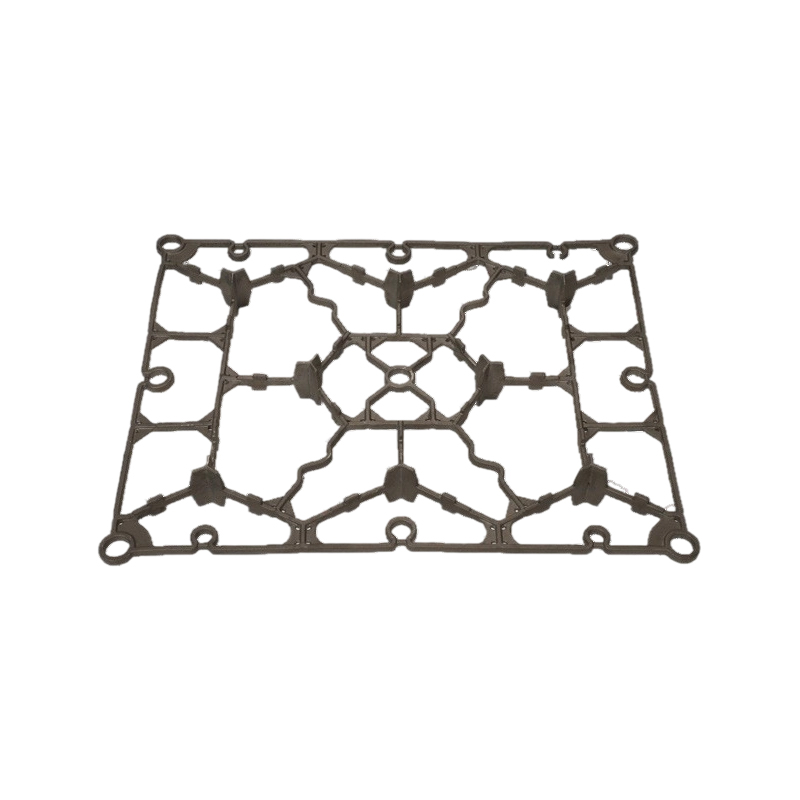
Rongga acuan berbilang disusun secara jejari di sekeliling sprue tengah. Seluruh pemasangan berputar, menggunakan tekanan emparan untuk memaksa logam ke dalam setiap rongga. Varian ini digunakan untuk bahagian kecil, kompleks, tidak simetri seperti komponen pergigian, barang kemas dan bahagian ketepatan kecil di mana isian yang dipertingkatkan dan keliangan yang dikurangkan adalah matlamat utama. Faedah sentrifugal di sini ialah kesempurnaan isian daripada peningkatan ketumpatan.
| taip | Orientasi acuan | Teras Diperlukan? | Bahagian Biasa | Faedah Ketumpatan |
| Sentrifugal Benar | Mendatar atau Menegak | Tidak | Paip, silinder, cincin | maksimum |
| Semi-Empar | Menegak | Ya (teras tengah) | Kosong gear, roda, bebibir | tinggi |
| Pengemparan | Menegak (radial cavities) | Ya (acuan berbentuk) | Bahagian ketepatan kecil | Sederhana |
Jadual 1: Perbandingan tiga varian proses tuangan emparan mengikut orientasi, keperluan teras, geometri bahagian, dan faedah ketumpatan relatif.
Mengapa Bahagian Tuang Emparan Lebih Unggul Dari segi Metalurgi
Kelebihan metalurgi komponen tuangan emparan tidak kecil — ia boleh diukur, boleh diulang dan didokumenkan merentas dekad data ujian bahan. Inilah yang disampaikan fizik proses:
Keliangan Hampir-Sifar
Dalam tuangan statik, buih gas dan lompang pengecutan terperangkap dalam jisim pejal. Dalam bahagian tuangan emparan, medan daya emparan (75–150 G) jauh lebih kuat daripada daya keapungan yang akan menahan buih gas di tempatnya, jadi buih berhijrah ke dalam ke lubang dan disingkirkan melalui pemesinan. Ujian bebas kerap dijumpai tahap keliangan di bawah 0.1% dalam komponen tuangan emparan, berbanding dengan 2–5% keliangan dalam tuangan pasir yang setara.
Pemejalan Arah dan Struktur Butiran Halus
Logam memejal dari dinding luar ke dalam dalam bahagian tuangan emparan. Pemejalan berarah ini menghasilkan struktur butiran kolumnar yang dijajarkan secara jejari — arah terkuat untuk aplikasi yang mengandungi tekanan. Hasilnya ialah bahan yang berkelakuan lebih hampir kepada logam tempa (dikerjakan) daripada tuangan konvensional dari segi sifat tegangan dan keletihan.
Kelebihan Harta Mekanikal
Berbanding dengan setara tuangan pasir dalam aloi yang sama, komponen tuangan emparan biasanya mempamerkan:
- 10–20% kekuatan tegangan lebih tinggi
- 15–25% kekuatan hasil lebih tinggi
- Pemanjangan (kemuluran) 20–30% lebih baik
- Rintangan keletihan yang bertambah baik dengan ketara di bawah beban kitaran
- Rintangan kakisan yang unggul disebabkan oleh struktur mikro yang homogen dan bebas rangkuman
Pemisahan Kemasukan
Kemasukan sanga, oksida dan bukan logam kurang tumpat daripada matriks logam cair. Di bawah daya sentrifugal, mereka mengasingkan ke dalam ke permukaan lubang - kawasan yang sama yang kemudiannya dimesin. Ini bermakna dinding struktur bahagian siap adalah pada asasnya bebas daripada kemasukan , hasil yang tiada kaedah pemutus statik boleh ditiru dengan pasti.
Cast emparan lwn. Tuang Pasir lwn. Pelaburan Cast: Perbandingan Langsung
Bahagian tuangan emparan mendahului pada sifat mekanikal dan kekukuhan dalaman, manakala tuangan pasir menang atas fleksibiliti geometri dan tuangan pelaburan cemerlang pada perincian yang halus — pilihan yang tepat bergantung pada keperluan fungsi bahagian tersebut.
| Kriteria | Casting Emparan | Sand Cast | Pelaburan Pelaburan |
| Keliangan Dalaman | <0.1% (cemerlang) | 2–5% (lemah) | 0.5–1% (baik) |
| Kekuatan Tegangan | tinggiest | Terendah | Sederhana–High |
| Kerumitan Geometri | Rendah–Sederhana (silinder) | Sangat Tinggi | Sangat Tinggi |
| Kemasan Permukaan (sebagai cast) | Sederhana (OD smooth) | Kasar | Cemerlang |
| Hasil Bahan | tinggi (no risers/gates) | Rendah (sisa sistem gating) | Sederhana |
| Kos Perkakas | Sederhana | rendah | tinggi |
| Terbaik Untuk | Bahagian tekanan, pelapik, cincin | Bentuk yang besar dan kompleks | Bahagian ketepatan kecil |
Jadual 2: Perbandingan kepala ke kepala bahagian tuangan emparan, tuangan pasir dan tuangan pelaburan merentas keliangan, kekuatan, geometri, kemasan permukaan, hasil, kos perkakas dan kesesuaian aplikasi.
Bahan Yang Biasa Dihasilkan sebagai Komponen Tuang Emparan
Tuangan emparan serasi dengan hampir setiap sistem aloi boleh tuang, dan amat berkesan dengan bahan yang mendapat manfaat daripada pemejalan berarah dan kandungan kemasukan rendah. Bahan tuangan emparan yang paling biasa termasuk:
- Besi tuang kelabu dan mulur: Digunakan untuk pelapik silinder, paip dan komponen mesin. Besi tuang secara emparan mempamerkan penjajaran kepingan grafit yang meningkatkan rintangan haus dalam aplikasi pelapik.
- Karbon dan keluli aloi rendah: Digunakan untuk bekas tekanan, peralatan proses kimia, dan gelang struktur. Keluli tuang emparan mencapai sifat mekanikal hampir tempa.
- Keluli tahan karat (siri 300 dan 400): Digunakan dalam kimia menghakis, pemprosesan makanan, dan aplikasi farmaseutikal. Struktur mikro bebas rangkuman bagi tahan karat tuang emparan meningkatkan rintangan kakisan celah.
- Aloi super berasaskan nikel: Digunakan untuk gelang aeroangkasa, komponen turbin gas, dan peralatan proses suhu tinggi di mana rintangan rayapan melebihi 700°C diperlukan.
- Aloi tembaga (gangsa, loyang, logam pistol): Digunakan untuk sesendal, galas, lengan, dan komponen marin. Tuangan emparan gangsa mempamerkan ciri-ciri galas beban yang sangat baik dan rintangan kakisan dalam air laut.
- Aloi aluminium: Digunakan untuk aplikasi aeroangkasa, automotif dan produk pengguna yang ringan di mana komponen tiub dinding nipis diperlukan.
- Aloi titanium: Digunakan dalam aeroangkasa khusus dan aplikasi implan perubatan. Tuangan emparan titanium memerlukan pemprosesan vakum atau suasana lengai disebabkan oleh kereaktifan melampau logam pada suhu tuangan.
Industri Yang Bergantung pada Komponen Cast Emparan
Bahagian tuangan emparan adalah penting dalam setiap industri di mana komponen silinder mesti mengekalkan tekanan, suhu atau tegasan mekanikal pada tahap yang tidak dapat disokong dengan pasti oleh tuangan statik.
Minyak & Gas dan Petrokimia
Tiub tuang, paip dan kelengkapan secara emparan membentuk tulang belakang sistem relau penapisan, tiub keropok pemangkin dan garis aliran tekanan tinggi. Tiub sinaran dan perolakan beroperasi di 900–1,100°C dalam relau penapisan hampir seluruhnya dibuang secara emparan dalam aloi tahan haba seperti keluli tahan karat HP-Modified atau HK-40 — bahan yang prestasinya pada suhu bergantung sepenuhnya pada keseragaman mikrostruktur yang hanya boleh dihasilkan oleh tuangan emparan.
Penjanaan Kuasa
Selongsong turbin wap, lengan pemutar, dan tiub dandang dalam loji kuasa haba secara rutin dibuang secara emparan daripada aloi krom-moly dan keluli tahan karat. Keupayaan untuk menghasilkan silinder dinding tebal dengan ketebalan dinding yang konsisten adalah penting untuk komponen yang beroperasi pada tekanan wap melebihi 300 bar .
Aeroangkasa dan Pertahanan
Gelang struktur aeroangkasa, perlumbaan galas, dan kain kafan turbin yang dihasilkan sebagai komponen tuangan emparan mesti memenuhi kriteria penerimaan ujian tidak musnah (NDT) yang sangat ketat. Keliangan hampir sifar bagi cincin superaloi nikel tuang secara emparan membolehkannya melepasi pemeriksaan penembus pendarfluor (FPI) dan ujian ultrasonik piawaian yang akan menghapuskan kebanyakan alternatif tuangan statik.
Automotif dan Alat Berat
Pelapik silinder enjin — lengan besi tahan haus yang membentuk permukaan gerek dalam enjin diesel dan petrol — adalah antara komponen tuangan emparan volum tertinggi dalam pengeluaran di seluruh dunia. Berjuta-juta pelapik silinder dibuang secara emparan setiap tahun kerana proses itu menghasilkan struktur mikro grafit pada permukaan gerek yang meningkatkan pengekalan minyak dan rintangan haus dengan 30–50% berbanding dengan tuangan statik atau alternatif dimesin.
Infrastruktur Air dan Air Kumbahan
Sesalur air besi mulur, paip tekanan, dan kelengkapan telah dibuang secara emparan untuk infrastruktur bekalan air perbandaran selama lebih satu abad. Paip besi mulur tuang secara emparan mematuhi piawaian antarabangsa seperti ISO 2531 dan EN 545 , dan hayat perkhidmatan biasa dalam aplikasi terkubur melebihi 100 tahun .
Marin dan Luar Pesisir
Lengan aci kipas, pelapik tiub buritan, dan badan pam air laut dibuang secara emparan dalam gangsa nikel-aluminium atau keluli tahan karat dupleks. Struktur mikro homogen menghapuskan kakisan fasa terpilih (penyahzinan, deluminifikasi) yang menjejaskan alternatif tuangan statik dalam perkhidmatan air laut.
Had Casting Empar: Bila Memilih Proses Berbeza
Walaupun kelebihan metalurginya, tuangan emparan bukanlah pilihan yang tepat untuk setiap komponen - kekangan geometri dan faktor ekonomi bermakna sesetengah bahagian lebih baik dilayan oleh proses alternatif.
- Geometri bukan simetri kompleks: Komponen dengan bebibir, lug pelekap, sirip nipis, atau laluan dalaman yang rumit tidak boleh dihasilkan oleh tuangan emparan sebenar. Tuangan pasir atau tuangan pelaburan adalah lebih sesuai.
- Saiz kumpulan yang sangat kecil: Persediaan acuan dan penentukuran sistem putaran melibatkan kos tetap yang menjadikan tuangan emparan tidak optimum secara ekonomi untuk kuantiti di bawah anggaran 10–20 keping dalam beberapa sistem aloi.
- Aloi dengan perbezaan ketumpatan melampau antara fasa: Dalam sesetengah aloi berbilang fasa, pengasingan emparan boleh menyebabkan kecerunan komposisi melalui ketebalan dinding - satu kelemahan dan bukannya kelebihan. Ini mesti diuruskan melalui pemilihan aloi dan kawalan proses.
- Komponen asimetri yang sangat besar: Tuangan struktur seperti blok enjin, badan injap, atau perumah pam berada di luar sampul geometri tuangan emparan. Ini lebih baik dihidangkan oleh pasir tanpa bakar atau tuangan pelaburan.
Piawaian Kawalan Kualiti untuk Komponen Cast Emparan
Bahagian tuangan emparan yang ditujukan untuk aplikasi kritikal mesti mematuhi set piawaian ujian bahan, dimensi dan tidak merosakkan yang ketat. Piawaian utama yang digunakan untuk komponen tuang emparan termasuk:
| Standard | Permohonan | Keperluan Utama |
| ASTM A 48 / A 278 | Tuangan emparan besi kelabu | Kekuatan tegangan, kekerasan, struktur mikro |
| ASTM A 532 | besi tuang tahan lelasan | Kekerasan, komposisi, struktur mikro |
| ISO 2531 / EN 545 | Paip air besi mulur | Ujian tekanan hidrostatik, ketebalan dinding, salutan |
| ASTM A 999 / A 530 | Paip dan tiub empar keluli | Ujian hidrostatik, toleransi dimensi, NDT |
| AMS 2175 | Klasifikasi tuangan aeroangkasa | Radiografik, FPI, kriteria penerimaan ultrasonik |
Jadual 3: Piawaian kualiti dan pematuhan utama yang digunakan untuk komponen tuangan emparan merentas industri termasuk infrastruktur air, paip keluli, besi tuang dan aeroangkasa.
Soalan Lazim Mengenai Bahagian Cast Emparan
S: Apakah perbezaan antara tuangan emparan dan tuangan emparan?
Istilah ini sering digunakan secara bergantian dalam industri, tetapi secara teknikal "dilemparkan secara emparan" merujuk kepada tuangan emparan sebenar di mana bentuk bahagian itu dibentuk secara langsung oleh daya emparan (seperti dalam paip dan silinder), manakala "cast emparan" atau "sentrifugal" merujuk kepada varian tuangan tekanan di mana rongga acuan berbilang disusun di sekeliling paksi pusat dan daya emparan menambah baik isian dan mengurangkan keliangan dalam bahagian berbentuk kompleks.
S: Berapa tebal dinding tuangan secara emparan?
Tiada had atas praktikal pada ketebalan dinding untuk komponen tuangan secara emparan — silinder dan gelang berdinding sangat tebal adalah kekuatan tertentu bagi proses tersebut. Ketebalan dinding dari 3 mm hingga lebih 200 mm telah berjaya dihasilkan. Proses ini amat berfaedah untuk bejana tekanan dinding tebal kerana corak pemejalan luar-dalam memastikan dinding luar yang kritikal dari segi struktur mengeras terlebih dahulu di bawah tekanan.
S: Bolehkah pemutus emparan menghasilkan komponen dwilogam?
ya. Komponen tuangan emparan dwilogam — di mana dua aloi berbeza dibuang secara berurutan untuk membentuk dinding komposit — merupakan aplikasi komersial yang penting bagi proses tersebut. Contoh biasa ialah lapisan luar besi keras tahan haus yang dibuang ke atas lapisan dalam besi mulur yang sukar untuk aplikasi seperti pelapik kilang pengisar dan cengkerang gulung. Kedua-dua logam terikat secara metalurgi pada antara muka semasa pemejalan.
S: Bagaimanakah pemutus emparan berbanding dengan penempaan untuk komponen cincin dan silinder?
Penempaan menghasilkan sifat mekanikal tertinggi yang mungkin melalui penghalusan butiran yang disebabkan oleh ubah bentuk, tetapi ia memerlukan cetakan yang mahal, tidak boleh digunakan untuk semua aloi, dan terhad dalam ketebalan dan diameter dinding. Gelang dan silinder tuang secara emparan mencapai 80–95% daripada sifat mekanikal penempaan setara dengan kos perkakas dan pengeluaran yang jauh lebih rendah, dan boleh dihasilkan dalam diameter dan ketebalan dinding di mana penempaan tidak boleh dilaksanakan secara teknikal.
S: Apakah toleransi ketebalan dinding yang boleh dicapai dalam bahagian tuangan emparan?
Toleransi ketebalan dinding as-cast untuk bahagian tuangan emparan biasanya ±3–5% daripada ketebalan dinding nominal , bergantung kepada aloi, suhu tuang dan keadaan acuan. Selepas pemesinan, selesai toleransi ketebalan dinding ±0.1–0.5 mm dicapai secara rutin, memenuhi keperluan kebanyakan paip tekanan dan piawaian mekanikal.
S: Apakah diameter dan panjang maksimum yang boleh dicapai dalam tuangan emparan?
Mesin tuangan emparan mendatar secara rutin menghasilkan paip dan silinder sehingga 2.5 meter diameter dan 8–10 meter panjang . Mesin menegak digunakan untuk cincin pendek berdiameter besar dan boleh menampung diameter melebihi 3 meter . Had atas praktikal ditentukan oleh kapasiti mesin dan keupayaan pengendalian acuan dan bukannya oleh fizik proses itu sendiri.
Kesimpulan: Bila Untuk Menentukan Komponen Cast Emparan
Tentukan komponen tuang emparan apabila reka bentuk anda memerlukan geometri silinder, aplikasi melibatkan tekanan, suhu, haus atau kakisan, dan hayat perkhidmatan atau keselamatan adalah kebimbangan utama. Proses ini bukanlah kaedah tuangan yang paling serba boleh — ia tidak dapat memadankan tuangan pasir untuk kerumitan geometri atau tuangan pelaburan untuk perincian halus — tetapi untuk kelas bahagian tertentu yang dihasilkannya, tiada proses tuangan lain yang hampir sepadan dengan gabungan integriti struktur, kecekapan bahan dan ketekalan dimensi.
Data ini tidak jelas: keliangan di bawah 0.1%, kekuatan tegangan 10–20% di atas setara tuangan pasir, hayat perkhidmatan diukur dalam beberapa dekad berbanding tahun. Sama ada anda menentukan tiub relau untuk penapisan, pelapik silinder untuk enjin diesel, atau gelang struktur untuk pemasangan aeroangkasa, pilihan tuang secara emparan komponen ialah pilihan untuk kualiti metalurgi yang terbukti unggul — dan rekod prestasi lebih daripada satu abad penggunaan industri menyokong yang mendakwa sepenuhnya.